
山田錦ポット苗代
今でも伝わる酒仕込みの言い伝えに「一麹(きく)、二酛(もと)、三造(つく)り」がある。清酒醸造の要点を簡潔に表している。ここでいう「酛」は「酒母」とも言う。現在パソコンでWordを使いキーボードにmotoと打てば、「酛」と自動変換して表示される。古い醸造技術の解説書として、小穴富士雄先生の「酒造要訣」がある。目次では、第4章「酒母」が設けられている。さらに詳しい内容になると第1速醸酛、第2酸馴養連醸元添酛、第3山卸廃止酛、第4生酛、第5其の他の酒母と構成されている。酒造りの用語として、「酛」が古い表現で「酒母」が比較的若い表現と思われる。「酛」は身近に有りながら表現として遠くにおかれた理由は、活版印刷時代では、普通に使われる常備活字では無く必要に応じて新たに鋳造して用いられたと推測される。さらに1946年制定の当用漢字、1981年制定の常用漢字に入らなかった事が「酒母」の普及に繋がったと思われる。
酒造に入る時期に所轄の税務署に提出する書類に製造方法申告書と併せて酒母1仕込製造方法が義務づけられている。酒母は「仕込配合表」から見ても醪の一部である事は間違いない。
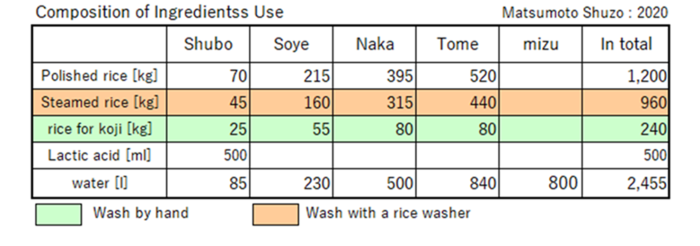
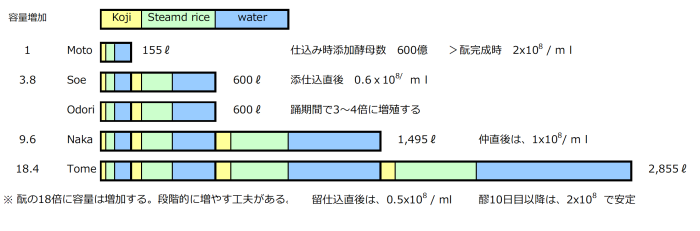
酒母の基本形は、その昔に完成した「五斗酛」と呼ぶ、蒸米5斗、麹米2斗、汲み水6斗の仕込みを指している。メートル法に直すと蒸米70kg、麹米35kg、汲み水110ℓになり幾らかのバリエーションがあり各蔵で異なっている。しかし、あくまで基本には忠実であって欲しい。仕込み全体の中で酒母の割合がどの程度かこの点が問題となる。1ml当たりの酵母数だけでは無く昔も今も酵母の分裂増殖に要する時間は変わらない。酒母から後に続く仕込みに必要な酵母数と他のバクテリヤの生育を抑える酸の量を必要とする。始めに酒母で一定数量に酵母数を増やし、本仕込みのタンクに添掛け米と併せ仕込み、更に1日仕込みを休み「踊り期間」を設ける。その後仲仕込み、留め仕込みと3回に分けて増量して安定的な醗酵を維持しようと工夫されている。
同じ様な傾向は近年よく目にする。分析技術が進み麹の持つ酵素の種類別の酵素力価が比較的簡便に測定可能となっている。しかし、1g当たりの酵素力価では無く、仕込み配合の中での麹歩合が酒造の本質である。麹の一次代謝生産物の酵素とビタミン類などの二次代謝生産物も醗酵に大きく関与している。最近では、Wineでは既に実用化が図られている「乾燥酵母」を用いて酒母を立てずに清酒の仕込みを行う蔵も見られるが、忘れてはいけない条件に必ず添え仕込み時に醪の大きさに見合う必要量の乳酸を先に添加し仕込む事です。
酒母は大量の酵母を培養する方法であるが、同時に多量の乳酸を併せ持つ事が要件となる。乳酸をいかにして手に入れるかにより二つに大別される。一つは乳酸菌により生成させる酒母を「育て酛」といい、「生酛」(普通酛)簡略化した「山卸廃止酛」がある。もう一つは、生酛より歴史が古い「水酛」は、米の一部を生米のまま水に浸し、暫くして生えてくる乳酸菌が作る酸性の水を仕込み水として用いる。この乳酸酸性の「仕込み水」を市販の乳酸に求め「速醸酛」として1910年、当時東京の北区滝野川にあった大蔵省醸造試験場の江田鎌次郎氏が考案した。速醸酛は、国内の生酛系酒母の酛立てを可能とする低温が続く気候条件に合わない温暖な地域と低温の気候は適するがゆえに晩稲(おくて)の酒米に恵まれない早生(わせ)の米を生産する地域に大きな恩恵をもたらした。
蔵に見学者の質問に「蔵付き酵母」は何処に住んでいますか?と聞かれ答えに窮する事がある。いたかも知れない?今もいる可能性を否定できないが探し出すことは非常に困難である。稲に例えれば現在の栽培種である「山田錦」は、お伊勢参りの道中伊勢山田辺りで旅人により夕日に映える大型の非常に立派な稲姿から一穂を貰い受け兵庫に土産として持ち帰り栽培を重ね、明治に至り各県に農事試験場が開設され品種比較を重ねて山田錦の母系となる「山田穂」になり、交雑育種法により誕生し、今日の日本を代表する酒米の女王として実績を重ねている。野生品種から栽培品種に至る歩みは酵母も同様である。長い時間の経過の中で品種改良された栽培種として現在の酛の主役である酵母は存在していると考える事が合理的である。最新の研究成果は目覚ましく酵母の全ゲノム解析の結果は醸造用の実用酵母は明らかに野生酵母とは異なる事が裏付けられている。ただし、現在でもVin Naturel 自然派ワインのように全く酵母を人の手で添加しない酛立てを行えば、野生酵母による清酒醸造も十分可能です。醗酵と腐敗の違いと同様に酵母にとっては、自分の子孫を残す生命活動による醗酵現象に過ぎず、むしろ造り手や売り手、さらに飲み手が酒になった結果をを自由気儘に発言しているように見える。
時の政府は日露戦争の勝利に貢献した酒税に注目し明治37年(1904)大蔵省立醸造試験場を成立させ、更に試験場の成果を普及させるべく明治39(1906) 「醸造に関する科学、技術の研究とその振興を図り、もって醸造業の進歩発展に資すること」を目的として「醸造協会」として設立させた。最初の大きな成果が、1909年嘉儀金一郎技師により「山卸廃止酛」として、更に1910年江田鎌治郎技師により「速醸酛」として発案された。生酛系と異なり速醸酒母を最大限に生かすには、優良酵母の選抜と拡大培養した酵母の頒布が最大の鍵を握る。醸造試験場が全国新酒鑑評会を開き淳良な酒を醸す蔵の酒母や醪から優良酵母を選抜し、その時代を牽引する酵母にNo.を付けて日本醸造協会酵母として販売し今日に至っている。中でも今に語り継がれるNo.6「新政酵母」の話である。時の社長、四代佐藤佐吉は、子息卯三郎(五代目)を時の醸造業界を牽引していた「大阪高等工業学校」へ進学させる。やがて帰郷し学理を酒造に応用して成果を上げ始め優良な酒が出来はじめる。朗報を聴いた醸造試験場技師で同窓の小穴富士雄は早速夜行で現地秋田へ向かい直接芳醇な香りを立てる醪より直接採取し試験場で分離育成した酵母は、醸造協会より昭和10年(1935)きょうかいN0.6として頒布され、瞬く間に従来の酵母と異なる非常に低温(10℃)以下で安定して醗酵を継続し穏やかな香りと繊細な味わいで清酒業界に革新を起こした。また、最近の酒類総合研究所の赤尾健先生の報告によれば、No.6を使用した酛で造る醪から、更に魅力的なNo.7(真澄酵母)が選抜育成され、更にNo.7を使用した酛で造る醪からNo.9(熊本香露)が誕生した痕跡を推測できると話された。ルーツは新政の蔵付き酵母。
酒母を立てる小型のタンクを特別に「壺代」と呼んでいる。古い時代の名残がここにある。

清酒醸造において、先行して「酛立」を行い、大事に酵母を増殖し本仕込みに拡大するアイデアをどこからヒントを得たのであろうか、冬場に作業に従事する蔵人達が夏場に汗を流す極身近に答えがあるように思える。日本の稲作は海外にあまり例の無い「田植え」と称して苗を移植する。その苗は、本田とは異なる自宅近くの小さな水田を特別に設け籾から葉が3~4枚程に成長するまで我が子のように守り育てる。やがて梅雨を待ち、丁寧に代掻きされた本田に早苗として1株づつ移植する。まるで酒造の現場で目にする「酛」「酒母」によく似ている。

山田錦の苗出し
現在の松本酒造では、酒母は全て「中温速醸」酒母で立てられる。速醸酒母は、考案当時のレシピから、その時代の標準的な酒母であった「生酛」さらに「山廃酛」の良くない影響を受けて仕込み温度を低温に仕込み、徐々に暖気で追い上げ、仕込みに使用するまでの完成日数が伸びる方式に変わってきた。しかし、時が経過し現代に至れば、流石に木桶からホーロータンク、ステンレスタンクの時代になり、酛の温度を上げる「暖気(だき)樽(たる)」の木樽は無い。あったとしても気軽に樽の「箍(たが)」を替えてくれる桶職人は誰もいない。暖気樽に入れる高温の湯は取り扱いに注意を要し、入れても側面の温度が適切に維持できない。中温速醸酒母の最も優れているポイントは、人を選ばず、設備や道具も新たに必要とせず、保温用のマットと60W程度の電球があれば、暖気を用いる本格的な速醸酒母よりは、より清潔に酒母として完成する。本来の速醸酛の有るべき姿に帰り着いた様です。更に最近気がかりな点は、「生酛」が流行の兆しにあります。理解してほしいことは、乳酸を先に添加して酒母を立てる理由です。蔵の有る場所、環境、さらに原料米、特に低温で仕込む操作を簡単に冷蔵庫内で行えると理解することは自然の摂理を理解しているとは思えません。秋口、春先以降は速醸酒母を立て、季節の許せる時期は「生酛」も有りでしょう。
コラム勝木氏 コラム

勝木氏 コラム
第十二話 「酛」と「酒母」
日本酒醸造界のレジェンド、勝木慶一郎氏による連載コラム第十二話です。
勝木 慶一郎氏 紹介
 ・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・特技:酒造工程の改善、SDKアルコール分析法の考案
・趣味:写真機、世界中のBeerを一種類でも多く飲む、真空管ラジオで短波放送を聴く



