松本酒造に海外の消費者から次の様な質問が届いた。
清酒の醗酵温度が低くコントロールされる事に余程の関心があるらしい。

Q.1 Why is sake generally fermented at a low temperature? What happens if the temperature is too high or too low?
一般的に日本酒は低温で発酵させるのはなぜですか?温度が高すぎたり低すぎたりするとどうなりますか?
A.1 ワインやビールとの違いを説明するには、酒母の育成から理解してほしい。
清酒は「一麹、二酛、三造」の順序で進行する。松本酒造では、殆どを「中温速醸酒母」で酛は造られていて、
酒母はあくまで仕込み全体の一部だが、主役である「酵母」を育てる特別に大事な期間でもあり、酒の仕込みの始まりになる。
清酒を仕込む時の白米の使用区分を示す全体表を「もろみ 一仕込配合表」という。
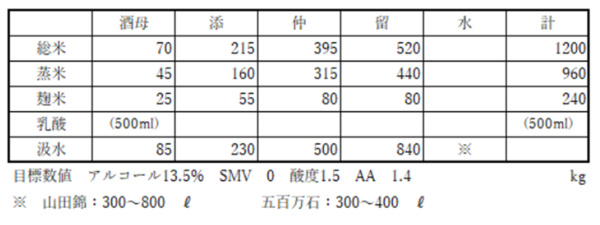
一仕込配合表の中で、酒母区分を特に「酒母 一仕込配合表」という。

酒母は、吟醸酒や純米酒など目的の酒質に導く酵母を健康に育成する為に醪仕込みとは別に小ぶりのタンクに区分して仕込まれる。
その時、全体の原料米の内で酒母に割り当てる部分を酒母歩合といい、約7%で、仕込み水に乳酸500mlを加え、「汲み水」とし、
更に麹米を加える前に5,000mlの△フラスコに培養した自家保存株(酵母)2,000mlを培養液毎添加する。
この操作を「水(みず)麹(こうじ)」といい、あらかじめ蒸米投入する「仕込み操作」の1時間前に終了させておく。
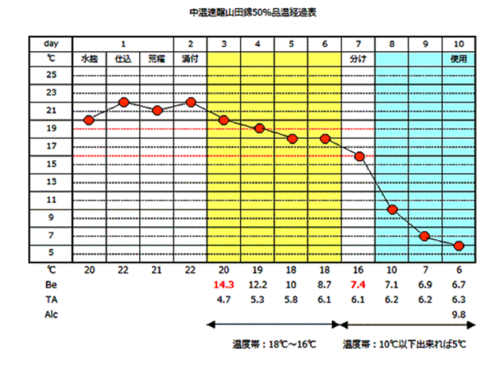
温度経過例
次の添、仲、留と仕込み量を増やしながら一本の醪として、安全に醗酵を進めるために必要な「酵母の数」と「乳酸の量」を確保して、
周囲からのバクテリアの侵入を防ぐ工夫をしている。
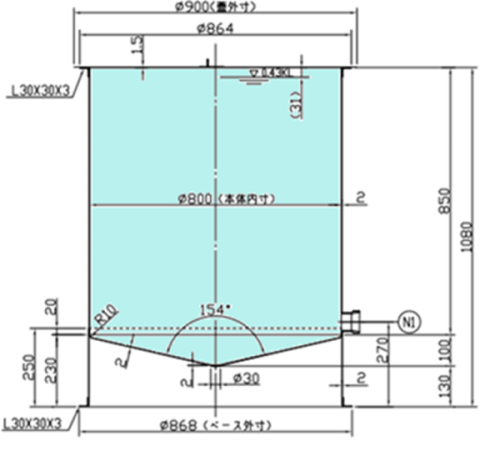
使うタンク例 450L ステンレス製 底部が少し下がり、保温用にスカートが巻いてある。
酒母タンクは、基本カバーを掛けるが蓋はしない。酵母の増殖に伴って醗酵で生じる側面に付着する「泡」のふき取り清掃が最も大切な
操作の一つになる。仕込まれた「蒸米」は一端吸水し膨れ盛り上がる。(膨れ時期)酵母の増殖に伴い液面は、炭酸ガスのプツプツ、
(湧付時期)からブクブクと膨れた泡は、やがておとなしく引いていき、(分け時期)細かい泡に落ち着く。(使用前時期)
一連の醗酵経過の中で、泡の拭き取り操作が酒母の質に影響する。発生する泡の観察や、分け時期から入れる氷を入れた冷却缶の出し入れ
操作から開放型となっている。
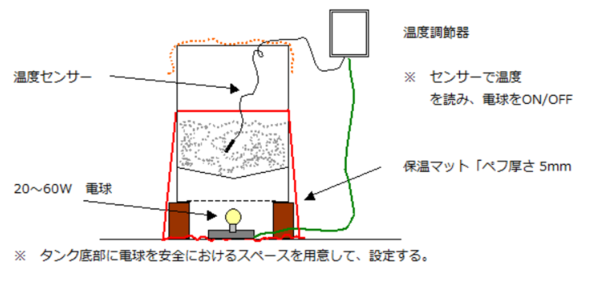
図の様な、簡単な装置を使い、電球の発熱で温度制御を行う。
酒母が完成すると、約2億の酵母が1mlの中にいる。この酒母を使って、本仕込みに移行する。
「添仕込み」の翌日に、第二の酒母とも呼ばれる「踊り」という仕込みの休みを設けている。
階段を上がる時一度に登らず一休みする場所を「踊り場」という、同じ様な状況と思われる。
酒母には、必要な酵母数と乳酸量を併せ持つが、添仕込みにより希釈される。この状態を踊り期間を設けて、醗酵の順調な継続に
必要な酵母数を再び増殖させる一定時間をおくために連続して仕込まず、中一日を休むことにより再び活性化させる先人の大きな
工夫の跡が見える。続いて「仲仕込」「留仕込」と都合4日間掛けて一本の仕込単位が終了する。
酒造の習慣として、留日を1日目として「日(ひ)順(じゅん)」と呼び、醗酵経過日数を表す。
清酒の発酵過程では、醸造酒の仲間であるワインのように最初から果実からもたらされる単醗酵酒と違い仕込の最初には糖分は無い。
またビールのように複式醗酵として醗酵の第一段階において麦芽を用いて麦汁として糖液を作り出す糖化工程と発酵工程を
二つに分けるのでも無く、並行複醗酵と言い、糖化と醗酵を同時に併せて行うめずらしい醗酵形式を取っている。
酒母工程においても、仕込みタンクへ行う本仕込みにおいても、蒸米を麹の酵素で糖化して酵母の数を一定数まで増殖させ、
さらに糖化を継続しつつ蒸米を糖分に変えアルコール醗酵に導いてやっと酒になる。
今日、清酒の醗酵を司る微生物は、黄麹菌と清酒酵母の二つがよく知られており、更に蒸米のデンプンを糖に変える糖化作用も、
酵母によって糖からアルコールを生み出す醗酵過程の何れも二つの微生物が反応する相手は異なるが共に「酵素反応」で
ある事もよく知られている。最近は、エリザベス2世の逝去に伴いニュースで頻繁に、イギリス、ロンドンが取り上げられる。
ロンドンの紅茶は大変美味しく飲める。普段に紅茶が飲まれており、ロンドン通いわく、美味しく飲める理由の一つに水が
硬水であるとされる。茶葉は水に合う様に変化したのか?それとも水に合う茶葉が選択されたのか?より美味しいお茶を
飲みたいとの願いがロンドンで飲む紅茶は本当に美味いと言われる結果を紡ぎだした。
酒造場が数多くある伏見においても水は重要な位置を占めている。なぜだろう、酒造においても多様な酵素は水の中で力を
発揮する。働く酵素の力を自分たちが望む方向へ導く事が酒造の要訣とすれば、人が出来る事は少なく仕込んだ酒の醪の
品温管理による律速が最も重要な工程管理とされる。しかしながら温度管理を大変難しくする原因は、ワインやビールは、
最初から液状の醸造工程と異なり、清酒の場合は、麹と蒸米と水を3回に分けて重ねて入れ、最終の留仕込み直後から
半固体状態のままに数日推移する。この時期、もろみ初期に米の溶解と醗酵の進み具合を分析により正確に把握し、科学的な
積み重ねの努力が最も必要とされる。清酒醸造は直感では長続きしない。
Q.2 Historically, how did low temperature develop in sake-making?
歴史的に、酒造りにおける低温はどのように発達したのですか?
A.2 醪が順調に醗酵を継続するときには、酒母によりもたらされた酵母が再び増殖し1mlに約2億が醪の中で生きている。
その結果、清酒醪のアルコール分は、留め後大凡1日毎に1%づつ増えていく。今思えば、大変不思議な事だが、パスツール
による微生物である酵母のアルコール醗酵現象の発見より先に、ゲイリュサックにより化学式として認識されていた。
醗酵中のもろみは発熱体である。寒い冬の時期に酒を仕込む理由の一つが醗酵で生じる熱を大気に放散させ過不足無く
取り除く操作を容易に可能としてきた。蔵内に醗酵中のタンクがあると仮定する。蔵内の室温は7℃で醗酵もろみは、
10℃で品温を維持しているとき、タンク側面や底部から発酵熱は放熱し熱の収支の平衡を保っていると考える事が出来る。
もろみからの発熱をQ(kcal/hr)
もろみとタンクの接触面をA(m2)
もろみの品温をt1(℃)、室温をt2、タンク面からの放熱をQ‘とする。
温度が平衡である時には、Q=Q’ 熱収支は、Q=Q‘=KA(t1-t2)となる。
Kを熱貫流係数と呼び、凡そ4(kcal/hr・m2・℃)として示され、もろみ自身の伝導率、もろみの対流の強さ、
タンクの熱伝導率、室内の空気の動き等、総合的な熱貫流率と言える。
しかし、冬期の低温な外気との平衡による醸造から、より積極的に温度制御を直接、醗酵タンクを冷却する手段も随分と
進歩した。タンクの壁面を二重ジャケットにして、冷却水を循環させる。屋内の気温を頼りに自然に任せ寒い時期に仕込む
操作から秋口から春先へ3季醸造は普通に行われている。とは言っても清酒醪は、留後数日間は、半固体状態で流動性が
無く、流動し品温のコントロールが出来る間の昇温を見越して経験上留め温度は6℃と低くする。従来の仕込用のタンクは、
基本縦横比は、1:1で制作されている。理由は最小の鉄板で、最大の容積を求めれば、正円筒タンクの製造工程では、
鉄板使用量が節約できる、合理的な縦横比が約1:1の形状に落ち着く。また清酒の仕込単位は、長く標準一仕込白米量は、
1500kg(十石)で使用される醗酵タンクは、約三倍量に当たる4800Lであり、生産数量の増加に対応する場合は、醗酵タンク
の並列バッチシステムを複数稼働して一日あたり複数本仕込み、二本仕舞、三本仕舞という塩梅に稼働してきた。
しかし、清酒業界全体が活性化していた1950~1970年代は、大型醗酵槽が競って導入された。
醗酵工程の理論的な解析も進み、冷凍機の能力や効率化がそれを後押しする形で、一仕込量が10トンから30トンと
大型化は、灘伏見を始め全国の有力な蔵に普及していった。しかし、科学の進歩には限界がある。冷凍機がどれほど能力を
上げて不凍液を冷やし循環しても、タンクの直径を基準に考えると、体積は3乗で増えるが、冷却する側面の面積は2乗で
増えるにとどまる。したがって目的に叶う醗酵温度を実現するには、外壁の伝熱面積に見合う内容積は限られる。
即ち仕込みの大きさに制約が在り、結果として醗酵タンクの直径に限りがある事が理解出来る。複数のタンクの成分を分析
し得られた条件で温度コントロールするよりは、一つの大型醗酵タンクによりもたらされる酒が満足できる品質であれば
良かったが、そう簡単に問屋は下ろさなかった。
合理的な量産と品質のバランスの範囲は限られていた。ワイン、ビールと同じ醸造酒であっても液体醗酵と初期が固体から
始まる清酒では実際に酒を醸造して理解された事である。仕込み作業に影響の出ない範囲で醗酵タンクの大きさを求め仕込み
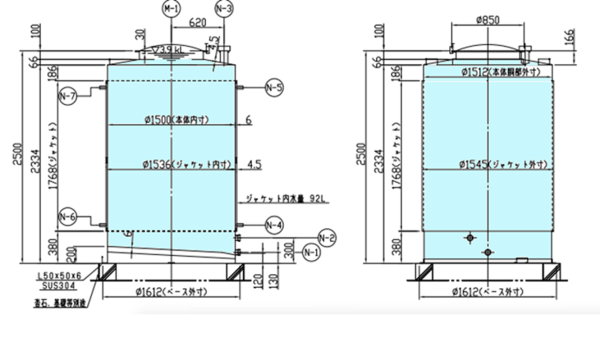
数量を白米1,000kg程度と仮定して、タンク側面からの冷却を優先してタンク形状を追求すれば、自ずとタンクの直径は
推定できる。醪の初期から醪の末期に至る醗酵期間中に側面のジャケットに定温の不凍液を循環し、醪品温をある程度自在
に操ることを可能にするには、1500mmφ程度が最大直径に推定でき、高さは、タンクの直径の1.5倍程度の細長に求め冷却
効率を高める仕様に落ち着く。
Q3. What are the benefits to the aroma and taste of fermenting at a low temperature? Are there some characterisitics
that can only be achieved when fermenting at a low temperature?
低温発酵による香りや味わいへのメリットとは?低温発酵でしか出せない特徴はありますか?
A3. 松本酒造では、終戦後純米酒にいち早く取り組み、普段に美味しく飲める純米酒を追求した結果、細長タンクによる
精度の高い醪の品温管理に至る歩みは、大きな成果の一つです。
その形は、まるで京都独特の「京細」と呼ばれた町屋の間口に合わせた細長の木桶に重なる。
醗酵タンクの形状例
現在は、添桶を別に立てず、直接醗酵タンクに仕込むタンクは次の様な形状をしている。

京都町屋の蔵で使われた木桶「京細」
Q.4 How did the development of certain yeasts enable low temperature fermentation?
低温発酵は新しい酵母でどのように進歩しましたか?
A.4 特に今の嗜好に合う穏やかな香りと米から来る上品な味わいを求める吟醸造りでは、醗酵温度を低温にしてゆっくり
と糖化を進め醗酵を低温長期に持続させる工夫を追求してきた。木桶から鉄製グラスライニングタンクに進歩して一番の
変化は、木と鉄の熱伝導率の違いから鉄製タンクは外部から醗酵熱の除去に有利となり醗酵温度の低下、それに伴う醪日数
の長期化が実現した。後押しするかのように、秋田の新政酒造において、醸造試験所の小穴富士雄技官により、昭和5年
(1930)発見され昭和10年(1935)から日本醸造協会No.6として発売された低温型酵母により吟醸酒への道は開かれた。
その後、昭和21年(1946)6号酵母を使う長野の真澄醸造蔵から、協会No.7号が見いだされ、さらに昭和28年(1953)
7号酵母を使う熊本の酒造研究所の保存酵母菌株から後の協会No.9号酵母が生まれた。
このように清酒の醸造は、吟醸酒と共に歩んできた。今に至る秋田県産酒を牽引した花岡正庸先生の書かれた非常に明確な
思慮に富む文章を紹介したい。
花岡先生は、醗酵工学会誌30巻第10号(昭和27、10 1952)(醗酵工業の展望)の寄稿で次のように述べている。
「吟醸酒とは何ぞや、と云う問題であるが、一口に云えば、芳香醇味である酒の事である。別の言葉で云えば、吟醸香が
強く高くあり、吟醸味が豊かに含まれて居る。之を飲めば爽やかで旨く、飲めば飲むほど飲心をそゝられ、いやが上にも
飲みたくなって、ほがらかに酔うものを云うのである。原料の粋をつくし技術の最高を以てして、はじめて出来る最高の
淳良酒である」
さて、「吟醸酒とは何ぞや」と問うことは、現在でも清酒のあり方を問う上で常に必要であろう。

参考文献
清酒工場設備設計の考え方 日本醸造協会 Vol.111 No.3 篠田次郎
醗酵タンクの熱交換能力について 日本醸造協会 Vol.61 No.1 永谷正治
コラム勝木氏 コラム

勝木氏 コラム
第十五話「醗酵管理」
日本酒醸造界のレジェンド、勝木慶一郎氏による連載コラム第十五話です。
世界的に関心が高まっている清酒、海外からの質問に詳しく答えていきます。
勝木 慶一郎氏 紹介
 ・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・特技:酒造工程の改善、SDKアルコール分析法の考案
・趣味:写真機、世界中のBeerを一種類でも多く飲む、真空管ラジオで短波放送を聴く



