
2023 癸卯
2023年は、「癸卯(みずのとう)の年」さすがに卯(うさぎ)年は判るが、癸(みずのと)はよく解らない。干支(えと)は古い時代に中国から伝わり、歴や時刻、方位方角等古い時代から時空の表現に用いられ不思議な事に、未だに庶民には生まれ年の動物が醸し出すキャラクターとして可愛がられ根付いている。十干の癸と十二支の卯で60年周期の干支(かんし)の組み合わせの40番目にあたる。令和という年号も今では使用している国は少なく、昭和、平成、令和と続くと西暦一本が分かりやすく、便利で使いやすいと今は思っている。1951年がうさぎ年であると知っている人は少ないであろう。同じように密度の数値も常用6桁程度で、一貫した数字の羅列で示される。例えば密度 0.98024がアルコール度数15%だと表を見ずに言える人はまずいない。振動式密度計の最も優れている点は、例え浮秤の扱いに不慣れでも、液体の密度をいつでも、だれでも、再現良く正確に測定できる点にあり、実用性に優れている。されど研究室や分析室で使用されるより生産現場で使用され活用される本当の理由は、従来の濃度単位に自動で変換して表示してくれる機能にある。仮に単なる密度数値の羅列となるデジタル表示のみであれば、いかに精密な数値としても酒造の現場でここまで普及したとはとても思えない。浮秤により培われてきた各種の比重(密度)と関連した、Bh:ボーメ度、SMV:日本酒度、M:牛乳度、API:エーピーアイ度、Tw:トワッデル度等、業界固有の馴染みある濃度単位で表示される事が一番信頼をもたらす機能と思う。
今では、密度計も酒造の現場で普段に見掛けるようになってきた。それまでは、「浮秤」を用いて比重を計り密度を求めボーメ計、日本酒度計、アルコール浮秤など目的に合わせて使い分けてきた。
あるとき、静かに魔法使いのキュービック、振動式密度計【DA-300シリーズ】が分析テーブルの舞台にプリマドンナとしてデビューした。
【DA-300シリーズ】


GOOD DESIGN AWARD/産業技術史資料データベース
密度比重計 [DA-300] | 受賞対象一覧 | Good Design Award (g-mark.org)
『産業技術史資料データベースの特徴より』
産業技術史資料データベース (kahaku.go.jp)
【DA-300シリーズカタログ】より抜粋
液体の汎用密度計、振動周期測定法。恒温機能を内蔵した高精度の密度比重計として、我国で最初に製品化された。自動サンプリング機能を備え、振動周期から密度を測定し、密度から濃度値への換算機能を内蔵している。振動周期測定方式の密度比重計は、JIS・日本薬局方などに採用されて、各分野で広く使用されている。またポータブルタイプの密度比重計も製品化されて、現場で迅速・簡単に密度測定ができるようになった。

振動式密度計 DA-310
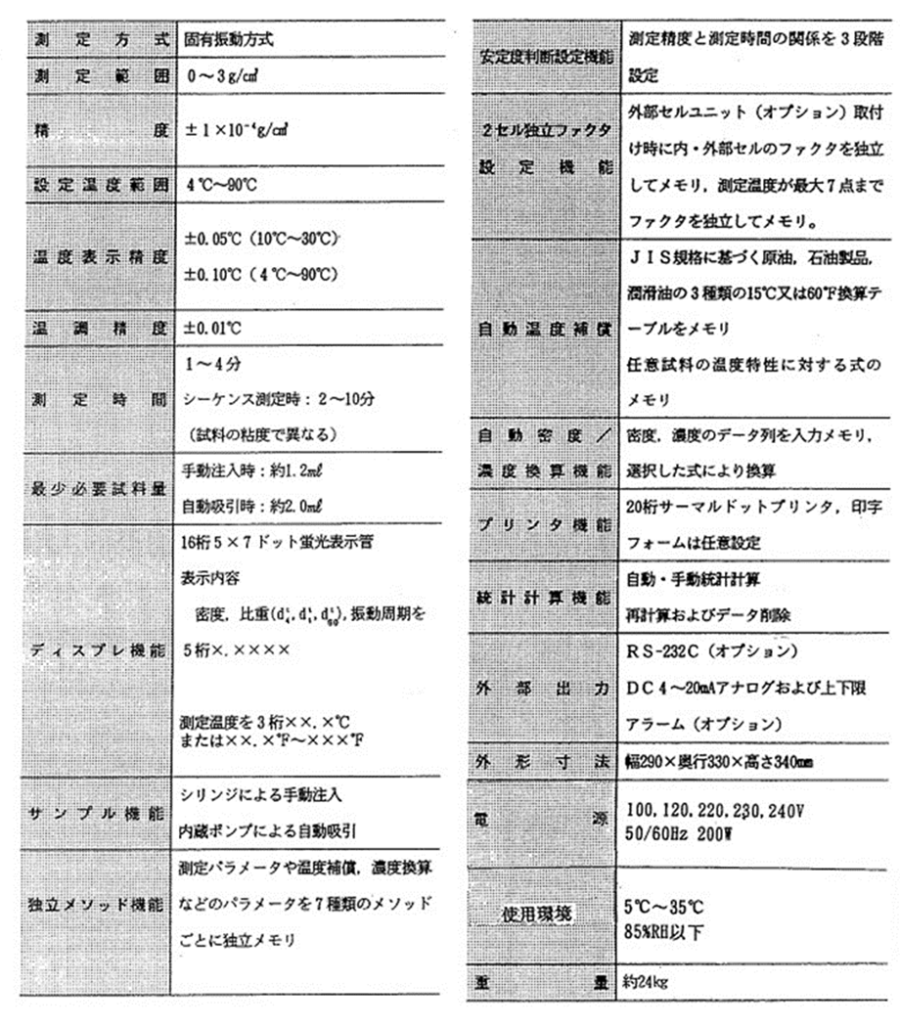
DA-300型密度比重計は、固有振動方式で、液体、気体の密度または比重を数分以内に± l × 10-4 g / cm3の 精度で測定しプリンターに印字します。また、あらかじめ密度/濃度の関係データを入力しておけば濃度値に換算して、プリンターに印字することもできる。
【DA300型振動式密度計の仕様】
すべては、DA-300型振動式密度計との出会いから始まった。今から振り返れば、全てが走馬燈のようで懐かしく思えるのだが、昭和から平成に移る頃、級別認定制度の廃止がアナウンスされ次のステージが「特定名称酒」に移行する事が示された。それまで既に20年近く酒造現場の経験を積み、培ってきたアルコール添加酒、三倍増醸酒に変わりうる純米酒を新たに再現性よく、いかに造るのか難しい問題にぶち当たっていた。考えるまでもなく、本来清酒は全て純米酒のはずであった。先の大戦半ば、人とモノの不足から主食米の不足に至り、さらなる戦費調達に鑑み、清酒業界は、生産数量の確保にやむを得ず、米以外の穀物や芋などのエキスをアルコールに換えて添加するに至る。更に薄まったエキスを補う目的で糖類を添加し増量して需要に応えた。海外から引き揚げ者もあり、終戦後更に食糧事情は悪化し、米穀通帳等を活用し配給制度はより強化維持され役割をはたした。しかしながら、酒類の級別認定制度は配給の為にあり、米の配給制度が事実上自主流通米制度により停止した1966年以降なぜいち早く本来の純米酒に戻れなかったか、酒造業界、個々の酒造家の最大の失策と言わざるを得ない。少なくとも減反政策が実施された後、1970年代半ばには元に戻る事は十分可能だったと思う。平成に入り、過去の文献には清酒醸造の併行複式醗酵原理として原エキスの管理が重要であると書かれていたが、すでに戦前の純米酒の造りを自身が蔵の責任者として現場を指揮した経験者から直に話を聞く機会は無かった。戦時中のアルコールを添加し、さらに増醸酒として糖類を混和する技術は、原料の米から醗酵によらず、エキスを後から別途調整する技術に他ならない。悪い経験としてのブレンド技術と言っても過言では無い(ブレンド技術が悪い訳では無く、むしろ今では、失われた技術の一つ)。もっとも、アルコール添加酒、三倍醸造酒を清酒のジャンルで見るからいささか疑問が生じるのであって、清酒リキュールとして評価すれば、随分違った風景が広がると思う(当分の間は、酒類製造造免許で区分するには、免許は清酒免許の範囲でのみ許可し、「清酒リキュール」とし限定とすれば良い。原料のバラエティを追求し果物を原料の一部に使用する等、未来の清酒へ誘う可能性を秘め、現状を切り開く可能性が大いに高まると思う)。

早く濾液が取れないかしら
分析結果を早く知りたい。誠実な醪管理者は、醪を直に目で見て鼻で匂いを嗅ぎ観察し、メモをとり正確な分析値によりその後の操作を判断していく。通常の試料の採取は、早朝の仕込み開始前に済ませ1日1回を基本として行う。分析は、試料に用いる仕込み区分毎の醪の濾液が取れ次第、密度(Bé値、日本酒度)、を求め更に蒸留して留液の密度からアルコール分を求める。蒸留時間を使い、酸度とアミノ酸度を滴定分析で求める。
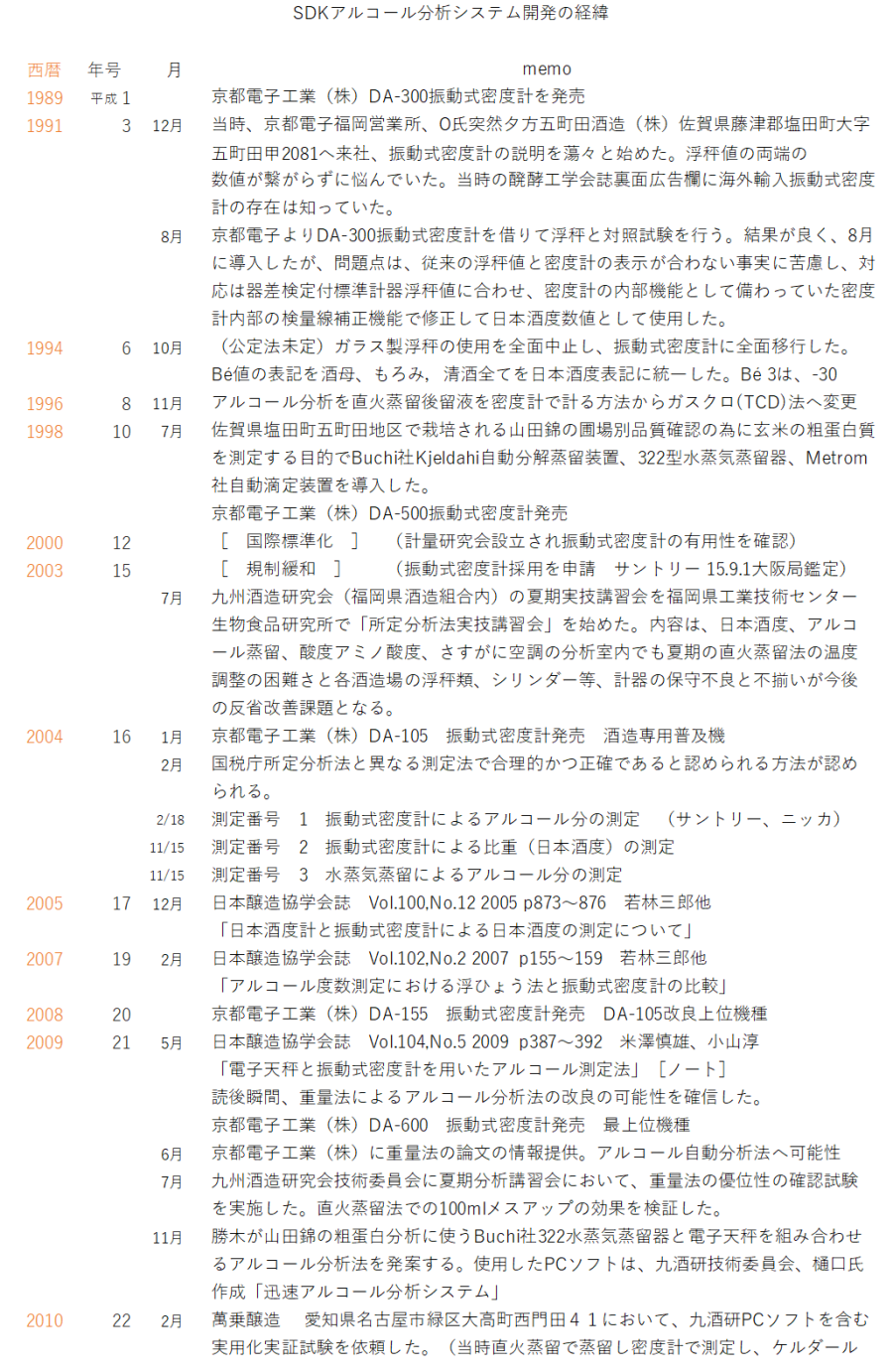
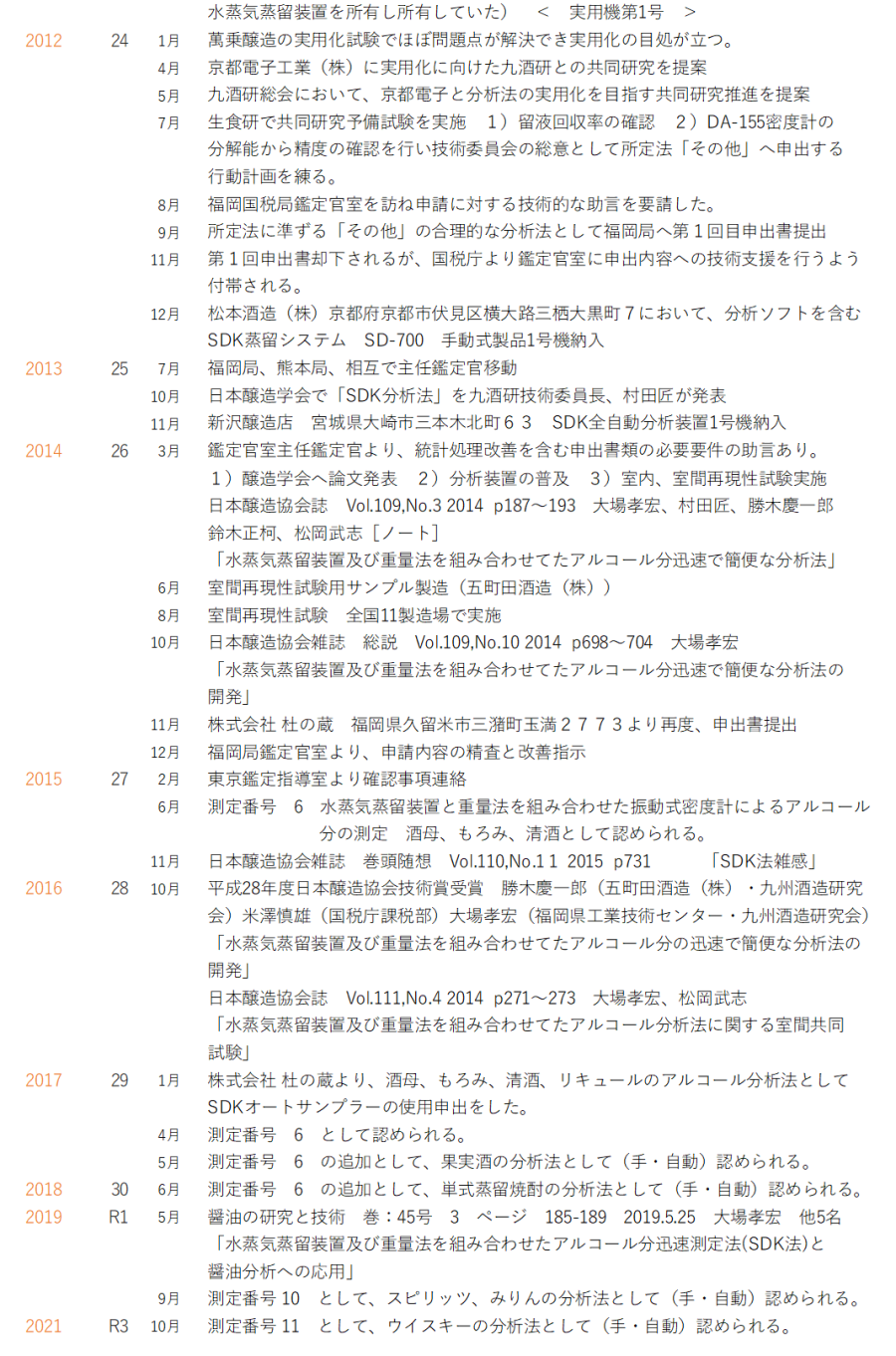
【振動式密度計導入からSDKアルコール分析法開発の経緯を年表で綴る】
【振動式密度計の簡単な原理】
小学校の理科の実験で「音叉」を使った固有振動数による共鳴の実験を思い出してほしい。内部に音叉と働きを同じにするガラスセルの振動管が15℃の恒温室に配設されている。
1) 構造図 DA-155 準拠
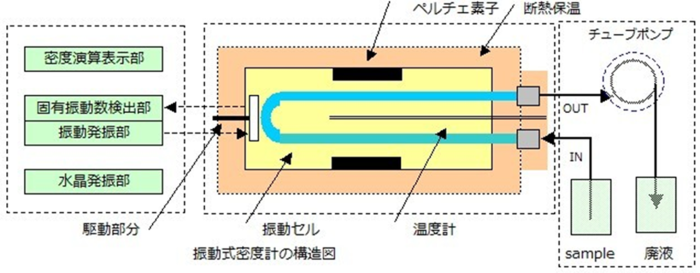
2) 測定原理
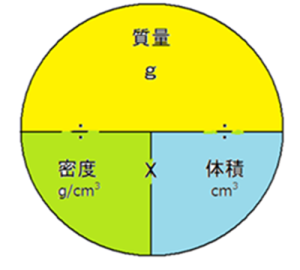
音叉を横にした構造で、体積が一定のU字型のガラス管に密度を測定する液体を封入し、外部から振動を加えると、U字管と内部に導入された液体を含む質量に対応する固有の振動数が発生する。この振動数を計測すれば、液体の質量を確定でき、温度を一定にしたガラス管内の容積が既知であれば、液体の密度が測れる。
① 音叉(U字管)の固有振動数は、U字管の質量で決まり、振動数を計る。振動周波数は、U字管の質量の平方根に反比例する。
② 振動数により、ガラスセル中の液体の質量が決まる。
③ ガラスセルの体積は一定であるために密度は測定できる。
密度=ガラスセル中の液体の質量/ガラスセルの体積(一定)
以上の計算を水晶振動子で発振を安定させ、ペルチェ素子により電子的に加温と冷却を行い、ガラスセルを15℃に保ち、セルの振動数が質量(密度の違い)による変化を読み振動周波数を確定し、演算し、ディスプレイに表示するデジタル分析装置。
3)デジタル技術の発展が上手く調和し、いろいろな溶液の密度を、実験テーブル上でコンパクトかつ操作も簡単に迅速に、再現よく正確に計ることを実現可能にした。測定原理は、非常にシンプルである。密度の測定には、「水と空気」という人類にとって必用欠くべからざる不思議な物質の振動周波数を基準に用いるという極めてありふれた原理に基づいている。一定容積のガラスセル(振動管)に満たされた溶液を一定の温度(15℃)に保ち、その振動周波数を読み取り密度を決定する。ただ、なんと言っても実用可能な値段に落ち着く背景には半導体技術を中心としたコンピューター制御による演算処理の高速化と見やすいディスプレイモニターの開発、精密電気部品の超小型化さらに精密板金の完成度の高さ、振動セルに使用する精密ガラス加工技術など総合した科学技術の進展が大きく寄与している。長い時間がかかった。少なくとも浮秤の簡便さにはまだまだ敵わないが、それでも余りある直接密度を正確に、人を選ばず測ることが簡単にできる。サンプル量が極めて少量ですみ、温度補正も省略できる。液体の密度が馴染みのあるBé、日本酒度、Brix、Ballingで変換し表示される。理論はあっても、それを分析装置として実現可能にするには、周辺技術の成熟にある程度時間を必要とする。
【 SDKアルコール短時間測定法の開発 】
【SDKのネーミング】
「System for distill by Katsuki and KyushuShuzou Kenkyukai and KEM. 」の頭文字SDKを略称として採用した。「iPS」「AKB」「NHK」と同様に3文字と始めから暗黙に決めていた。
【重量法とSDK法】
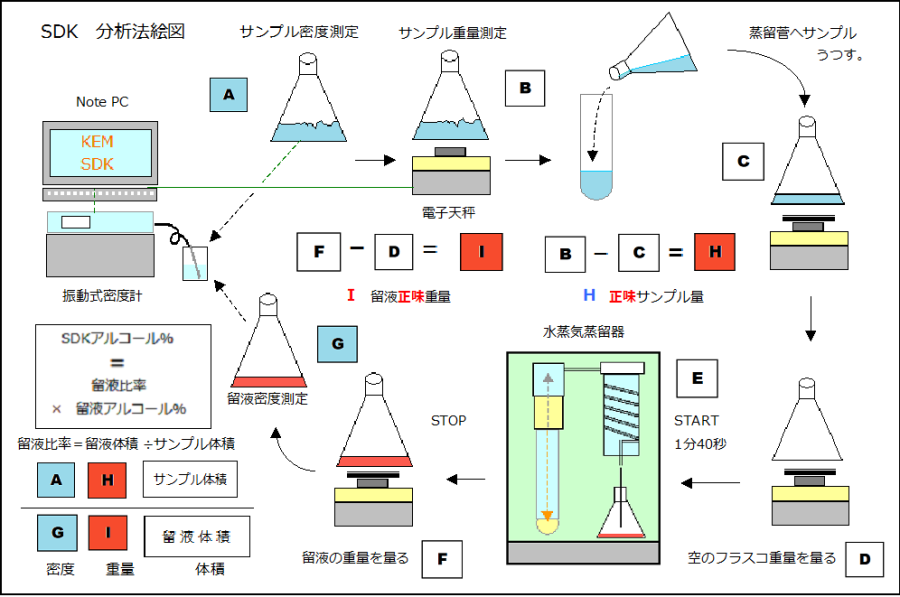
SDK法の根幹を成す「重量法」は、「電子天びんと振動式密度計を用いたアルコール度数測定法」J.Brew.Soc.Japan Vol.104,No.5 p.387~392 (2009) 米澤慎雄・小山淳 として醸造協会誌に発表された公定法と異なる分析法の論文。以下要約すると、『緒言では、アルコール分の分析では浮ひょう法と振動式密度計法(平成19年6月所定分析法が改正され、酒類の密度及びアルコール分の分析において振動式密度計を使用する方法が正式に認められた)のいずれにおいても蒸留前後の体積と品温の調整が必須であり、これらの煩雑な操作が依然として分析の効率化を妨げているのが現状である。そこで今回、振動式密度計と電子天びんを用いて、蒸留前後の体積を品温の調節操作を行わずに測定し、アルコール分を分析する方法を考案したので紹介したい。また、本法の精度、真度、効率性及び不確かさについて従来法との比較を交えて検討したので、それらについても併せ報告する。
1.実験方法
振動式密度計は、京都電子社製「DA-520」得られた密度をアルコールに変換する際には、国税庁所定分析法付表第2表を用いた。電子天秤は、メトラー・トレド社の「PG-603S」内部分銅内蔵を使用し、測定後外部分銅で校正を確認した。
2.測定原理
蒸留前後の検体の重量と密度を測定して、蒸留前の試料の体積と蒸留後の留液のアルコールの体積をそれぞれ計算によって導き、後者を前者で除して試料のアルコール度数を算出する。
1)振動式密度計で試料15℃における密度を測定し、これをρ1[ g/cm³,15℃] とする。
2)試料採取に用いる受器の重量を測定して、これをM [g]とする。
3)常温の試料を受器に適当量(100mL程度)採取した後、試料と受器の合計重量を測定して、これをw1[g]とする。
4)試料を蒸留して採取に用いた受器で適当量(清酒であれば原容の7割程度)の留液を受ける。
(受器の残液は15mL程度の水で2回洗い入れる)。
5)留液と受器の合計重量を測定して、これをw2[g]とする。
6)留液のメスアップと温度調整は行わず、均一に攪拌した後、振動式密度計で留液の15℃における密度を測定して、これをρ2 [ g/cm³,15℃]とする。またゲイリュサックの表により留液密度をアルコール度数に変換してこれをA [%]とする。
7)以下の計算により試料のアルコール度数X [%]を算出する。
採取した試料の重量をm1、留液の重量をm2とすると、
m1=w1-M
m2=w2-M
である。
したがって、蒸留前の試料の15℃における体積は
 ・・・(A)
・・・(A)
であり、蒸留後の検体に含まれるアルコール分の15℃における体積は、
 ・・・(B)
・・・(B)
であるから、(B)を(A)で除して百分率にするとXが求まる。すなわち
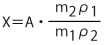
である。ちなみに、 は留液の原容に対する体積比、即ち留液の濃縮または希釈によ
は留液の原容に対する体積比、即ち留液の濃縮または希釈によ
る割り戻しと考えることもできる。本法は特に重量に注目してアルコール度数を求める手法であることから、以降本法を「重量法」と呼ぶことにする。』と論文には書かれていた。
ここに、新たに合理的なアルコール分析法として可能性を秘めた「重量法」が産声をあげた。「重量法」理論の実用化には、振動式密度計、電子天秤、水蒸気蒸留装置とノートパソコンのアプリを使い「SDK」として製品化され、おおよそ実現された。
「必要は、発明の母」と言われるようにNeedsとSeedsの背景に合わせTiming(時代の要求)に求められ、普及には、Senseとして、Namingと designが重要視される。SDKの更なる進歩には、全自動分析システムの時間当り分析時間の短縮が当面の課題といえる。
【分析法開発のヒント】
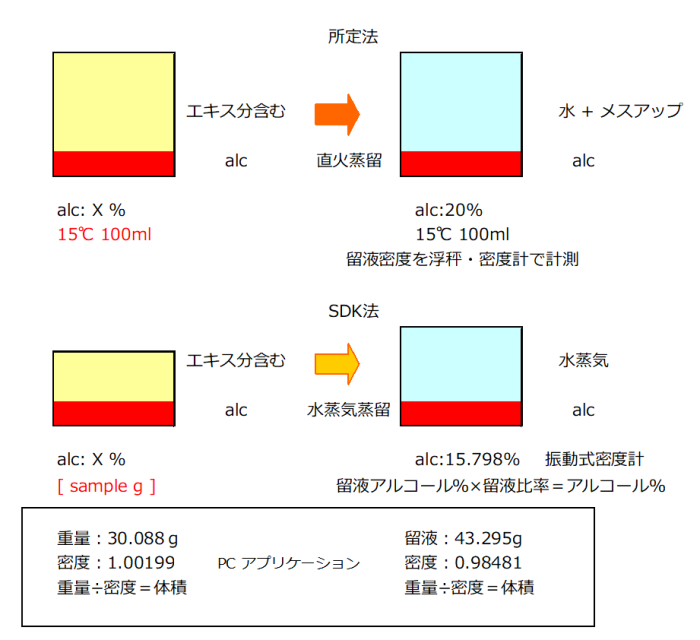
アルコール分の測定は、直火蒸留後の留液を浮秤で計る旧来の方法から、振動式密度計の出現により格段に進歩した。しかし、直火蒸留の習熟に人を選び、分析時間に要する時間を短縮する根本的な問題は解決していなかった。米澤氏による「重量法」の考えを採用し、蒸留方法を水蒸気蒸留法に変更してSDK法の基本的な構成は出来たが、醪から採取するサンプル量を何とか縮小したい点と合わせて精度をいかにして担保するか課題が二つ残っていた。あるとき、蒸留操作中に停止ボタンを押すタイミングが遅れ、サンプル量約100mL(100g)と留液量約100mL(100g)として従来の慣行で実験をしていたのだが、留液が100mLを超え、140mL(重量130g)になってしまった。失敗したと思ったが、ふと重量法で試行している事に気が付き、留液のアルコール分を計り、留液とサンプル量の比率で割り直し計算してみた。結果は非常に正確に計る事が出来ていて、繰り返すと再現性も間違い無く維持できた。数日を経て、サンプル量を100gより徐々に少なくし、留液はサンプル量の130%程度として回収する実験を繰り返した。結果は、ほぼ20g(20mL)の検体量までは、正確に測定できる見通しがついた。その経緯と結果を、九州酒造研究会の技術委員会で報告し、さらに種々検討を重ね、実験を続けて採取量を30g程度とした。
【留液比率を100%以上にしたことによる新たな利点】
・留液比率とは、蒸留前検体体積と蒸留後の留液体積の比率をいう。
・従来法(浮秤とシリンダー、温度計を使用)との比較考察
所定分析法注解には、次のように書かれている。
1)容量パーセントでアルコール分を求めるために、
蒸留前サンプル:15℃で100mL、
蒸留後の留液:15℃で100mL
サンプル量=留液量(同体積)留液比率1:1を厳密な条件とした。
2)15℃で検体100mLメスフラスコの標線までとり、蒸留フラスコへ移す。試料が入っていたメスフラスコを15mL程の水で2回濯ぎ、蒸留フラスコへ合わせ入れる。
3)蒸留時間は、20分前後とし、留液70mLに達したときに蒸留を停止する。
4)さらに、ウイスキーのアルコール分の測定には、留液量を98mL取る。
・水蒸気蒸留法は水蒸気を外部から蒸留管に導入しガスクロ法で用いるキャリヤーガスと同様な働きをする水の気化したガスと考えられ、検体に含まれるアルコール分を100℃の水蒸気で効率よく追い出しコンデンサーまで輸送し復水させ留液となす。ここで、従来の直火蒸留法と比較してみれば、すすぎ水30mLは、すすぎの役割の他に、加熱する蒸留フラスコ内部において不足するキャリヤーガスの発生を助けていると見なすことが出来る。ウイスキーにおいて98mLほぼ検体量まで留液を回収する理由も高濃度のアルコールを検体中から十分量アルコール分をパージさせ、留出させるためと考えて良い。SDKで重量法の恩恵により、留液比率を100%以上にとり、試料中のアルコール分を完全に留出さす事は長所と見てよい。実際の留液比率も検体のアルコール分に比例し、低アルコール1~10%区分では1:1程度からを高濃度のアルコール分50%以上では、留液比率を1:4程度と必要に応じ幅を持たせて取る事で十分な精度を簡単に得る事が可能になった。
【SDK法の歩み】
SDK法は、①開発当初は、清酒醪のアルコール分析における浮秤を含むガラス器具の扱いの煩雑さを解消するために「重量法」を採用した。②次に蒸留時間の短縮に「水蒸気蒸留器」を導入して蒸留時間の短縮をはかり、同時に操作性の改善、特に気温の高い時期の直火蒸留器の冷却能力不足を解消した。③酒母や醪初期の検体採取量の低減に取り組み、「留液比率」を検体のアルコール濃度に比例して1.0倍から1.4倍程度に増加させアルコール分0度から60度を超える高濃度まで正確に測定できる範囲を定めた。④醤油のアルコール分析において、1%~4%付近を非常に精度良く簡単に計れる事が証明された。⑤松本酒造の分析担当者から効率化の具体的改善提案が3つあった。1)気温が高い秋口、春先を中心に検体を先に氷水で冷やしておく。2)検体の採取方法を変更しフラスコの試料から蒸留管に移した後の差分で採取量を決定する。3)蒸留後の留液密度測定に際し、留液を氷水で予め15℃近くまで冷却し測定時間の短縮につなげた。この結果、SDK法の手動式では、普通10点/時間を15点/時間と相当な時間短縮が実現した。
1).3).については、密度計DA-155では、振動セルを15℃に「ペルチエ素子」を用いて自動的に温調しているが、冷却機能よりも加温機能が有利である事を旨く使っている。
https://www.youtube.com/watch?v=WrjVwY4OQ6c&t=76s 松本酒造にて操作撮影
SDK手動式分析システム:松本酒造
SDK全自動分析システムは、手動式と同時併行して装置の開発が急がれた。手動式に遅れること約一年で新澤醸造店の熱意により商品化できた。開発当初は、清酒の蔵では、早くて便利で誰でも分析可能な手動式で十分であるとの認識が強くあり、「自動化」の意義を少し見間違っていたと思う。時間当り分析点数は十分ではないにもかかわらず蔵人の少ない蔵で、酸アミノ酸全自動分析装置と二つ合わせて広く活用さている実態を見るにつけ、酒造現場の人員不足、特に分析担当者の人的確保の難しさを浮き彫りにしている。コロナの収束はまだ不明だが、人の不足は目に見えて深刻になってきている。今後の分析作業において、機器の自動化は、避けられない。SDKオートサンプラー式自動分析装置の次期モデルは、精度を落とさずに、一時間当り分析点数8点が目標となる。
SDK 全自動分析システム:白糸酒造
【SDKの確実な運用法】
SDK法は、ガラス浮秤と直火蒸留を用いる所定法に示される分析法と異なり、正確な分析を行うための習熟期間は非常に短時間で済む。しかし、PCを含め、水蒸気蒸留器や電子天秤を使用している。日常の分析で正確な値が安易にデジタル表示されるために、機械の故障に気づく事が遅れる事態がままある。振動式密度計の日常の維持管理の目安には、蒸留水の密度をその日行う分析の最初に測定し数値の安定性を前回数値と比較確認する事で行う。さらに、SDKアルコール分析装置の安定した運用には、何が最も有効だろうか?
既知の試料として自己の酒造場の製品を毎日分析の最初に測定することが最善で望ましい。例えばパック酒等が保存に適し十分安定した品質を維持できる。次の標準試料として更新するときには分析試料として連続で計り比較すれば良い。分析値の異常は、頻繁に起こる事は無いが、何時起こるかは誰にも判らない。例えば吟醸醪を搾る時期を決める様な場合に起こらないとも限らない。分析開始の最初の一点目でも良いし、最初と最後に標準品を置いて分析すれば、その間の数値は問題が少ないと考える事が可能となる。出た数値をいかに信頼に値する分析値とするかはあくまで分析者である。出た数値をあれこれ推理する事は避けた方が良く、できれば再度分析する事が最善である。直火蒸留と浮秤の時代は、再分析は分析担当者も再度分析を依頼する側も精神的苦痛を伴う事が少なからずあったが、今では、きちんと整備運用されるSDKでは、時間は少し必要だが、再分析にも普段どおり冷静に対応できる。
密度を正確に計る。これは、いわゆるハードであり、その機能をどう使うかは、ソフトの問題である。ソフトをどの様に生かすかが、それぞれの蔵の酒造につながり品質にたどり着く。やがて、分析装置から始まり、分析値の解析にも「AI」が導入される日がくる。日々データを取り込み、解析を重ね重層的に組み合わせ、仮説に基づき全体像を把握して推定し、推論する科学的な手法が確立する事も可能な日が来るであろう。酒造(さけつくり)も商売である以上、周囲の蔵との目に見えない戦いにも見てとれる。しかし、酒造を突き詰めていけば、最終的には、相手もさることながら自分との戦いに収束する。なぜ精密な分析値が必要なのか、その解析がいるのか、ある時の仕込みが良かったので記録を生かして、再現したいと考える事も必然だが、やがて、蔵が変化し続け継続する手段を見付ける為に必要な記録を残し、先に倣いトレースから次の異なる方法を模索し新しい進歩が始まる。酒造家が何をしたいのか、飲む人達にどの様な酒を提供できるか、往古来今、この原点は変わらない。
【所定分析法と異なる測定方法としてSDKの使用が認められている分析項目】
1.全酒類の(酒母、もろみ、)と清酒
2.リキュール
3.果実酒
4.単式蒸留焼酎
5.スピリッツ
6.みりん
7.ウイスキー
【その他の分析法として申出準備中】
8.ビール
9.発泡酒
10.甘味果実酒
【醤油のアルコール分析】
※ 食品中のアルコール分析法として、醤油中のアルコール分析法として発表した。
「水蒸気蒸留装置及び重量法を組み合わせたアルコール分迅速測定法(SDK法)と醤油分析への応用」
大場孝宏(福岡県工技センター生物食品研究所)他5名
醤油研究と技術(やさしい醤油研究)巻:45号:3 ページ 185-189 2019.5.25
コラム勝木氏 コラム

勝木氏 コラム
第十七話「振動式密度計から重量法そしてSDK法」
日本酒醸造界のレジェンド、勝木慶一郎氏による連載コラム第十七話です。
時代の流れとともに進化しているアルコール測定を詳しく解説頂いています。
勝木 慶一郎氏 紹介
 ・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・特技:酒造工程の改善、SDKアルコール分析法の考案
・趣味:写真機、世界中のBeerを一種類でも多く飲む、真空管ラジオで短波放送を聴く



