先日新酒の持ち寄り利き酒会が近所の蔵であり、一通り利いた後他所の蔵人数人と立ち話をし、
話しの続きを酒蔵小路の居酒屋に移した。先の“Pasteurization”と火入れを読んで関連する幾つかの
質問があり、すこし踏み込んだ話題で酒もすすみ楽しい時間を過ごすことができた。話題に花を添える
形で「火入れ」と「火落ち」について会話した状況を再現してみたい。

冬の鴨川縁日暮れがはやい
C:パスツール博士の「低温殺菌法」Pasteurizationについて詳しく書かれており、自分の認識していた
「火入れ」は、Pasteurizationより非常に早い時期に我が国で実用化されていたと学校の講義で聴いていて
自分なりに理解したつもりでいました。今回新たに解った事は、およそ秘伝や口伝とは違い、最初から
「低温殺菌法」の技術を一般に公開して業界に普及させる意図に違いがあり非常に驚きました。装置の図版
もあり、私の蔵で普段にバッチで行う瓶火入れ法とほぼ同じだったことも驚きです。
B:フランスから海外へワインを輸出した際に生じる品質劣化の科学的な解明と対策を国策として遂行する
時代背景、さらには普仏戦争によるフランス国内の政治状況との絡みも、かつて高校の世界史の授業として
習った実感とはいささか異なって、19世紀のヨーロッパ世界の動揺が醸造の世界にまで及ぼした影響を
生々しく身近に感じました。
A:私は読んで思いましたが、ワインも意外に変調を来すのでしょうか?例えば、清酒の飲酒機会では次の
様な作法は普段経験しませんが、しゃれた「ビストロ」や「レストラン」で洋食を食べる時にソムリエにより
ワインをうやうやしく開栓し「香り」を嗅がせる儀式が行われますよね。あれは、意外と良くないワインが
多かった時代の名残なのでしょうか?
A:私も、たぶん昔からのなごりだろうと思うが、意外に当時から今に至るも香味不調和のワインが普通に
製品としてあるのでは無いだろうか?ワインは今でも「火入れ」は行われておらず、ほぼ亜硫酸の添加で
済ましている。その結果「火落ち」が時には生じる可能性を否定しきれない、赤のワインは瓶の色、
ワイン自体も濃赤色で外から判らないし、コルクの栓も関与していると見ることができそうじゃないですか?
B:微生物汚染もあるかも知れませんが?行きつけのビストロの親父さん曰く、ワインは1箱の中に数本
「塾度の違い」がみられる場合もあり清酒ほど品質の安定が無いのかも知れません。
C:同じ醸造酒といっても、ワイン、ビール、清酒では、品質評価の認識に今に至る歴史や風土の違いが
あるのでしょう。そういえば、今はやりのクラフトビールはどうなんでしょう?
Ka:さらには、Pasteurizationがフランスのワイン業界には、事実上普及せず、むしろお隣のドイツの
ラガービールの品質安定に大きな貢献があった事も醸造技術史の一コマとして重要ですね。当時は近代科学
が目覚ましく発展している時で、化学工業や製薬に期待が掛けられていた背景も無視できません。
その流れの中に、ヨーロッパから招いた学者の意見を参考に清酒醸造においても、「サリチル酸」を添加して
酒自体を薬で殺菌しようと試みた時代が長く続いたと今振り返ると思います。今では完全に薬品添加は廃止され、
無サリ以降、化学工学の手法を活用し「濾過」や「火入れ温度」の精度を高め、「火落ち」発生は随分低下し
殆ど解決したように思えるのですが、「火落ち」は今でも発生し,これからも発生し続けるやっかいな課題で
あると皆さんは思いませんか?
B:ワインには、「亜硫酸塩」の添加があり、ビールでは、低温殺菌法の採用でラガービールの品質安定に寄与し、
今では濾過技術による「生」により広く社会に普及する弾みが付いたと考えていいと思います。
C:今も「火落ち」はあるのですか?
Ka:もちろん「腐造」と「火落ち」は、今でも周りの蔵ではある程度の確立で頻発しているようですが、
不思議と昔(30年前)ほどには緊迫感をもって話題になりませんね。
B:「腐造」と言われましたが、腐造とはどの様なことですか?ベテランの蔵の人から聞いたようにも思いますが。
A:腐造は酒母やモロミ期間中にアルコール醗酵に変調を来す事例で、火落ちは酒を搾ってから後におかしくなることでしょう。
C:おかしくなるとは、アルコールが途中で止まる事ですか?他に香りがおかしくなる?酸が増える事もありますか?
Ka:昨今腐造や火落ちの話題が話題にならず、むしろ楽観視する理由は幾つか考えられます。まず酒の主体が中小の
蔵ではほぼ特定名称酒に移り、時を同じくして精米歩合が随分と白くなり、火落ち菌が必要としたビタミン類やアミノ酸
が減少し、火落ち菌の栄養要求から菌の種類が変遷したと考えられます。さらに最近の火落ち現象の特徴は、酒の濁りが
主体で、香味にあまり異常が見られません。じゅうらい目立った異常な酸度の増加も軽微で、典型的なオフフレーバー
とされた「火落ち臭」(ジアセティル臭と酸臭が混じった特有香)もそれほど目立たない。クレームに多い瓶底に漂う
混濁の正体は、殆ど火落ち菌の塊であり、また原因は異なり混濁を生じて近年とみに目立つ火落現象と紛らわしい
高グルク生産麹菌の多用により酒が濁って見える「白ボケ=たんぱく混濁」現象もよく見られます。
タンパク混濁の正体は、菌体では無く、麹菌由来の糖化酵素が「火入れ」の熱変成により生じており、瓶を倒立させて
振れば渦巻き状に濁りが巻き上がり、濁りに濃淡の差が見られません。また再度酒を60℃以上に加熱すれば、白濁は薄く
なります。ところで私達は普段あまり意識しませんが清酒の醸造では、開放醗酵と平行複醗酵で醗酵が進行しています。
時間を掛けて醗酵に悪さをするバクテリヤを排除する工夫に経験を積み重ね、何重にも仕組まれていますが、彼らにも
DNAに書かれているミッションを淡々と遂行しています。したがって、何らかのバランスが崩れれば、「醗酵」と「腐敗」
は紙一重となります。彼らバクテリヤの生活様式、生存方法の主張は、そうそう変わるものでは無くただ、私達にとっては、
予期せぬ主役が舞台に立つ事も常に起こり得ると考えて良いのです。
B:その主役となるバクテリヤは、どの様な種類ですか?顕微鏡で見えますか。
A:会社の研究室にたしか写真が壁にありました。「火落ち菌」のタイトルで、一つは丸い球形状とミミズの様な細長い
タイプの二つありました。尋ねたら倍率1000倍で位相差顕微鏡にデジタルカメラを着けてパソコンへ記録したと言ってました。
Ka:清酒酵母は、光学顕微鏡で倍率300倍もあれば割と簡単に見る事ができます。大きさもトーマの血球算出板で見れば数も
大きさも推定可能ですが、普通に火落ち菌は倍率1000倍無ければ容易に見る事ができません。見るには、少し面倒ですが、
位相差顕微鏡を使い位相作用のコンデンサーと対物レンズを位相差ターレット板で最適な環境を作るか、または油浸法を
用いて、対物レンズの先に油浸オイルを付けてレンズと試料の間の隙間をレンズとほぼ同じ屈折率にして、視野内に見える
火落ち菌の解像度を上げて見ます。ただ判別できるのは、球菌か桿菌の違い程度です。やっかいなことに倍率を上げて顕微鏡
を覗くと自分の目の表面を動く糸状の流動物が紛らわしく重なって見えちょっとめんどうくさい操作になりますが、慣れれば
簡単です。今の人は顕微鏡をあまり覗きませんが、視野に広がる世界はまた格別の趣です。もっとも、火落ち菌を集め集団に
しないと1匹を見付ける事は相当に困難です。通常は日本醸造協会で頒布されている火落ち菌検出液で、多数調べるには同じく
火落ち菌検出培地を用いて先に火落ち菌を培養集積させて菌塊を観察します。
さてこのまま話しを進めても良いのですが、よければ来週もう一度集まって議論するのはどうでしょうか?その間に先輩に尋ねたり、
自身で文献を調べ集めた方がより理解が深まると思いますが、みんなどうしましょう。
- 一週間後資料を新築された伏見酒造組合会議室に持ち寄った -
A:資料配ります。先輩から聞いた話しを理解した範囲で図にまとめました。
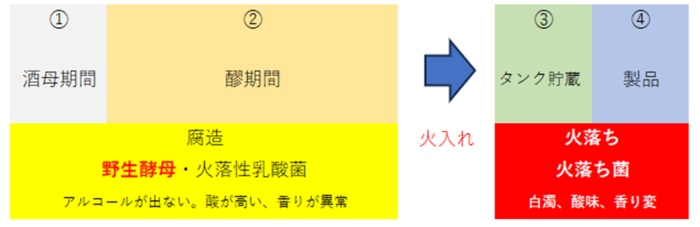
1)清酒醸造における腐敗変調現象を、製造過程 ①酒母 ②醪 火入れを挟み、貯蔵期間及び製品出荷後の ③タンク貯蔵酒
④製品の4区分に分る。発症する時期や期間により主犯は火落菌(乳酸菌)の単独又は野生酵母等との複合感染であり、
微生物相は、ケースバイケースでそれぞれに異なる。あわせて腐造や火落対策について調べました。
①酒母期間における腐造(私の蔵は、中温速醸です。会社の作業標準を参考にしました)
中温速醸酒母を安定して安全に酒母に導くために必要な条件が2つある。
1.最初から適度な酸量を有する。使用する乳酸は、(財)日本醸造協会醸造用資材規格協議会の醸造用乳酸規格に合格したもの
(純度90~92%、比重1.21~1.22)を適当量使用する。(酒造期間を跨いでの使用は原則行わない)pHを下げてバクテリヤの繁殖を
抑える役目と合わせて重要な鍵は、麹からもたらされる酸性プロテアーゼを有効に働かせ蒸米の溶解と糖化を促進させる。
生酛における乳酸の必要性もここにあり、低温下で蒸米を糖に導く優れた手法といえる。
2.必要な酵母数の確保には、醸造協会のナンバー・アンプル酵母を添加する。(冷蔵庫で凍結させずに低温保管したアンプルの
有効期限内の使用を厳守する、適正本数の使用、)
この条件を満たすために、国は明治37年(1904)に醸造試験所は、酒類醸造の試験と講習を行う業務を行う大蔵省の施設として
予算化され成立し、最初の成果が酒母に既製品の乳酸を最初から添加する「速醸酒母」として考案された。合わせて明治39年(1906)
に日本醸造協会として政府の後援による醸造業界の近代化を計るために「醸造に関する科学、技術の研究とその振興を図り、もって
醸造業の進歩発展に資することとして」民営の醸造協会として設立され、事業の中心は醸造試験所において全国各地の優良な酒を造る
蔵から採取され、純粋分離し、醗酵試験を済ませた純粋酵母を全国の酒造場へ優良で配布してきた。十分二つの条件を満たしても、
未完成な酒母はできる。不完全な酒母の使用を未然に防ぐ方法はある。酒母の使用前のアルコール分を計る事が最善である。
10%出ていれば酵母の数も適正と判断出来る。何よりアルコールは酵母が生産し、酵母の増殖に伴う酸の増加も適正の範囲である。
②醪期間中の腐造(製造部長から聞いた話しも含めてある)
野生酵母の優勢繁殖と合わせ火落性乳酸菌の増殖により発症し、アルコールが10%程度で止まり、滴定酸度が3以上6程度まで増酸し、
特有の香りがする。腐造が発生し、醪が変調を来す。理由はある程度推定されるが、現実問題として推定された問題点を工場規模で
再現する事は難しく行われた事例も小規模な実験室規模に過ぎないためあくまで推定にすぎない。清酒が事業として個人の責任で
運営されて相当な時間が経過して現在に至っているが、その過程で安全対策はいくつも考案実施されてきた。
乳酸添加、協会酵母の添加を科学的に行う以前にも、ワインやビール醸造との一番の違いは、仕込みが一回で醗酵タンク全量にならない点、
通常は三段仕込みで行われ、かつ添(酒母と一度目の本仕込み)の翌日に、「踊り」と称し、休みを取り酒母から持ち込まれ、添えで
希釈された酵母数を増やす目的で第二の酒母と呼ばれる操作をしている。しかしそれでも変調醪に至るとすれば、酒母の不調、添えから
踊りにかけ蔵内の室温が著しく下がり、踊りが湧かず十分機能しなかった。この点に置いても、かつては、慎重に安全策は講じられてきた。
今では用いる事が少なくなり言葉のみに成っている「添桶を取る」方法として、親桶(仕込タンク)よりも、少し小ぶりのタンクに
「添え」を別仕込みして「枝を取る」事が従来は普通に行われてきた。今の主流は「スッポン仕込み」といい、親桶に直接「添え」を
掛ける方法が取られている。この仕込み方法は、合理的だが、他方タンクの底板近くに浅く広い範囲に少量の物量がある状態で踊り
期間を過ごしその間気温が低く経過すれば、十分な酵母の増殖が望めない。清酒モロミの品温上昇は、酵母のアルコール生産に伴う
醗酵熱が主因となる。醪初期の酵母数は、蒸米の溶解にも影響し、醪日数の決め手となり、非常に重要である。
このような初期状態の醪が更に低温が継続し、十分な底部の保温が成されない場合には、「冷え込み」といい、初期の醪の立ち上がりが
十分で無い時には腐造を誘発する汚染が起こりやすい。普段は留めの翌日には、「膨れ」といい、モロミ上面が持ち上がる。
理由は蒸米と麹、仕込み水が渾然一体化したモロミの液中にある酵母が自身の延命と子孫の繁栄を図り増殖する為に必要なエネルギーを
得る過程で麹の酵素で糖化した蒸米の糖をアルコールに変化させる結果、発熱を伴い炭酸ガスが生じ、仕込み直後よりも醪の表面は
20~30cmほど持ち上がるのが通常である。しかし、吟醸仕込みのように極低温で仕込んだとしても、ガスは発生し幾分かは持ち上がる。
醪の冷え込みが起きた場合には、この膨れ現象が起きず、モロミ表面に水が浮く日が続き、膨れないかさらに遅れる。
(製造部長の話し)ここ数年は、新型コロナウイルス感染症 (COVID-19)が社会不安をもたらしているが、清酒酵母にもウイルス
(バクテリオファージと呼ばれるバクテリヤに感染するウイルスを指す)が感染し酵母の活性が失われ、醗酵が進まなくなる事例もある。
原因が他のバクテリヤの優性繁殖なのか?酵母自体の遺伝子変異なのか?ファージ感染か不明であれば、腐造という言葉で表現してきた。
また「柳の下に二匹目のドジョウはいない」の例えは、バクテリヤの世界ではいる、と言って良い。同じ環境下には、同じ性質の微生物が
優性に繁殖してくる。野生酵母やバクテリヤファージの汚染は、麹室や酒母室の汚染からもたらされ、酒母や醪の環境が清酒酵母に
とっては好ましくなければ、隙間を狙って容赦なく自分たちに有利な条件を活用し、結果的に優性に増殖した菌には好都合である証し
と言える。いかに酒造場を清潔にする事が腐造を未然に防ぐ最優先課題である事を教えてくれる有り難い「ことわざ」だと思える。
③タンク貯蔵中(瓶貯酒)の変調
夏期杜氏講習会で聴いた話しでは、ここ10年来タンク火入れ貯蔵自体が減り、一方で瓶へ熱酒火入れ、また瓶詰めされた酒を瓶毎火入れ
する瓶火入れにより製品出荷を想定し、その姿で貯蔵する事が多くなり、瓶貯期間中に火落ち菌の増殖で起こり白濁、香り変調、酸が増え
たり、最悪出荷後に真性火落ち菌が酒の中で増殖し発症する事案がポツポツ増えてきた。
④呑み切り、調合、和水後また瓶詰後、製品化した後に発症する。
火入れ後何らかの条件で、酒に混入した火落ち菌の繁殖が原因とされ白濁、香味変調、酸の増加が見られる。この場合原因の特定は、
難しいが充填される酒、キャップを含む容器、火入れ温度の不均一など管理のいずれかに原因があると推定できる。

早朝の仕込み蔵
Ka:なるほど、よくまとめてあります。ここで、火落ち菌について調べた報告を聞きましょう。
B:先輩に尋ねながら、日本醸造協会等の文献をまとめてみました。プリントを先に配ります。
【火落ち菌の正体(火落菌の分類)】
・火落菌の研究は最初、明治の初めヨーロッパから開成学校(明治初期に東京にあった文部省管轄の近代洋学の研究教育機関)に
招聘されていた英国のロバート・ウィリアム・アトキンソン[Robert William Atkinson:1850-1929]により1881年(明治14年)
腐敗した酒から顕微鏡下で姿が確認された。滞在期間は(1874-1881)アトキンソン氏は、我が国の醸造蔵を見て回り、パスツールの
「低温殺菌法」と我が国の「火入れ」が同じ目的で行われている事実を確認し報告した。
・1906年高橋偵造(東京帝国大学)によって、一般細菌用培地には生育する火落ち性乳酸菌と清酒を入れると生育する乳酸菌を
火落菌と命名し、おおよそ火落菌の概要が分かった。
・日本酒が醸造過程で腐敗する火落ちの原因菌は日本酒の中に存在する未知の生育因子を要求することが複数の研究者の研究で
徐々に確認されてきた。
・1956年、田村學造(東大醗酵学講座)は、清酒中にあると推定されていた火落菌の必須生育因子を真正火落菌
[Lacobacillus homo-hiochii][L. heterohiochii ]を用いてバイオアッセイの手法を用い、麹菌が生産している事を発見した。
その物質を単離精製して化学構造を決定し「火落酸」[Hiotic acid]と命名した。同じ物質を同年アメリカメルク社[Merck]の
[K.Folkers:1906-1997]らがメバロン酸[Mevalonic acid]と命名しており、田村・Folkers両氏により1958年に同一物質で
同じ生理活性をもつことを結晶化試料の交換で確認した。
・1950年代、北原覚雄(東大応用微生物研究所教授)により分類学的に研究された。それによると、乳酸菌には、グルコースから
乳酸のみを作る「ホモ菌」と乳酸以外に炭酸ガスとアルコール、酢酸を作る「ヘテロ菌」の二種類に分けられる。またヘテロ菌は、
炭酸ガスを出し、容易に判別が付く。乳酸菌の仲間である火落菌もこれら二群に分け、その各々をメバロン酸要求性から二群に分け
メバロン酸を要求する菌を「真性火落菌」とし、しない方を「火落性乳酸菌」とする類別法を示した。
・1970年代、百瀬洋夫(醸造試験所)火落ち菌の分離と性質を、新たに純粋分離した56菌株、醸造試験所第4研究室保存9株、
財団法人発酵研究所で同定された火落性乳酸菌4株、東京大学応用微生物研究室3株計72株株の性質、形態、糖類の資化性、
生育に及ぼすアルコールの影響、メバロン酸の影響、DNA野塩基配列の調査研究から、メバロン酸の要求性により「真性火落菌」と
「火落性乳酸菌」に分類することは必ずしも適当で無いとの結論に至った。
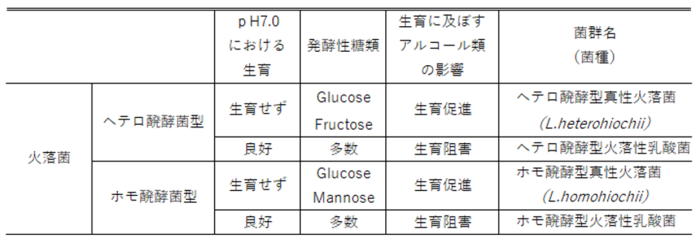
日本釀造協會雜誌 Vol.70 No.5 305-308p
以上のようにまとめてみました。
C:先週の日曜に友人が尋ねて来ました。案内するために、伏見にある各蔵のホームページを見ていたら、今日の話題にふさわしい
興味深い記事が載っていました。
https://www.gekkeikan.co.jp/enjoy/industry/discourse/discourse05.html
清酒には1905年(M-38年)から1969年(S-44年)まで64年間、サリチル酸の使用が認められており、数度の延長を経ていよいよ廃止
に至った。伏見にある「月桂冠」のホームページには、サリチル酸の採用から廃止に至る経緯について興味深い記事が載っていました。
栗山氏の話の部分を抜粋します。
(栗山)「サリチル酸による防腐については、明治12年(1879年)ごろ、東大に御雇教師として来ていたコルシェルトとアトキンソン
とが論争、未解決のままサリチル酸を使えというコルシェルトの説を政府が採用し、日本酒の防腐剤として使い始めたものなのです。
その後、明治36年(1903年)、内務省は飲食物へのサリチル酸使用を全面的に禁止したんですが、業界の強い要望もあって、酒への
使用だけは大正3年(1914年)以来、無期延期にされたまま昭和44年(1969年)に至ったという経緯があったのです。」
全国的にみて本当に安定したと確信がもてたのは、20世紀も後半の昭和44年(1969年)からでしょうね。
(司会)と言うのは?(栗山)業界をあげて、防腐剤としてのサリチル酸の全廃を達成できたからです。この時は、WHOの勧告やらマスコミ、
世論などのはげしい要請に呼応しつつ、思いきって全国の蔵元一斉に防腐剤の使用を止めたのです。 ただ、当社はそれより60年も前、
明治44年(1911年)、20世紀の前期にすでに「防腐剤ナシ」の商品を本格的に売り出しています。
Ka:たしか、南浜町にある「月桂冠大倉記念館」に当時の機械栓で封をした瓶製品に無サリとラベルに書いてあり、続く説明に模造品が
少なからず出回ったとある棚を記憶しています。
A:能登から来ていた年配の杜氏さんに聴いた記憶があります。話しは、彼が会社に入りたての頃、サリチル酸は温水やアルコールには良く
溶け使用量は清酒1石当り12匁と社長の手帳には書いてあったと、サリチル酸は、火入れの際に使用するが、先に温めた酒に粉末結晶の適量を
溶かし火入れの途中半ば過ぎに投入していたらしい。またタンクに火入れされた貯蔵酒はマンホールの蓋に「目張り」をして終了となる。
蔵で雑用を器用にこなす年配のオバチャンは、その目張り紙(和紙)に使う糊は布(ふ)海苔(のり)をお湯で溶き、少量のサリチル酸を混ぜ、
ある程度冷ましてからて使っていたそうです。
また古い営業の人は、笑いながらサリチル酸を添加した酒に、塩化鉄Fecl3の水溶液を1~2滴加えると紫色になり、この呈色反応が簡単に再現
できたために、世間話として小売店頭で添加の有無を示し自社の酒が無添加であると称する蔵が地方で現れ、全国的に早期に使用全廃が徹底した
と思われると、懐かしい話をしてくれました。
A:ワイン醸造に於いては、亜硫酸塩を添加して醸造しますが、清酒では薬剤の添加は行われていないのですね。
C:親しい友人にワイナリーの醸造責任者がいて、ブリュゴーニュでブドウの栽培から手がけ、いろいろ聞きかじりしたのですが、単純に加えて
いるのでは無く幾つかのプロセスに分かれている話しをつい先日聴いたばかりです。その話しを要約します。
1.添加され始めた時期は、古い昔から使用していたとの説もあるらしいのですが、多分19世紀の科学振興の時代から正確な知識に基づき普及した
のだろう。
2.最近は、バクテリヤ汚染を抑制し、健全な醗酵を導く防腐剤の役割と併せ、
3.品質保全の酸化防止剤の役割を強調する空気がある。
4.樽には伝統的な硫黄の燻蒸によりSO2を発生させ用いているが、その他に広い範囲で液体、錠剤を使用しているそうです。
Ka:今日の話でいくらか理解が進んだと思いますが、いつ微生物汚染は発生しても不思議ではありません。清酒におけるモロミの腐造、
また火落ちの防止には、直接は、「火入れ温度」の徹底管理により発生を防いでいますが、実際の現場では、原料処理から酒母、モロミ管理
から上槽、濾過、貯蔵、出荷管理まで、一連の人とモノ、蔵の全体を微生物汚染から守り徹底的に衛生環境を維持する事に日々努めることにより
「火落ち」の発生を抑制してきたといえます。

2F麹室前
Ka:ところで皆さんの蔵はどんな火入れ方法ですか?
A:720ml、1800mlともに熱酒瓶詰めで、熱交換器はプレートヒーターです。火入れ後は、井水を使いミスト・シャワーで済ませています。
ミスト・シャワーの参考事例は、数年前の例会で発表された事例を参考にしています。
B:全部の瓶種といっても300mlがプラスで3種類ですが。すべてパストライザーとパストクーラーの組み合わせです。作業の性格上昼休みは、
時間差で人が変わり機械は止めずに連続して稼働させています。
C:我が社は、全体の20%の酒は、タンクに火入します。プレートヒーターで68℃に加温した後、保留タンクで一定時間温度を安定させ、連続して
プレートヒーターに15℃の冷却水を入れて25℃程度にして貯蔵タンクに下呑みから逆止弁を通して入れています。次に製品の出荷は、まず呑み切り
をして利き酒し、塾度に応じて、その都度タンクへ数種類の活性炭を投入攪拌し、濾紙フィルターで濾過した後に、調整和水により15%の規格に
落とし、プレートヒーターで熱酒瓶詰し酒パレットに6本P箱を3段重ね積みし、そのまま井水を使ってミスト・シャワーで冷却しています。
また残り80%の酒種はパスツールさんの本にあったような方法によりバッチで火入れします。ただ加熱は蒸気です。角型の温水プールにサナ板を
設け、6本P箱に入れたまま瓶燗しています。また先の例会の事例を参考にしましたが、特に参考にした点は、私達がお風呂に浸かる時は肩まで
浸かった方がくつろげますよね、しかし、酒瓶をお湯で温め火入れするには、腰までと言うよりは、15cm位の浅く保ち30℃の温水からスタート
した方が確実に速く、確実に瓶底が目標温度に達します。火入れ後は、パレット毎リフトで動かし、やはり井水を使いミスト・シャワーで冷却
しています。
Ka:皆さんの火入れ方法については、よく解りました。清酒の火入れ殺菌は酒そのものの殺菌と合わせ、ポンプからホース更に蛇管を通してタンク
全体の熱殺菌もされていた。熱酒瓶詰めにおいても湯煎による瓶火入れにしても酒と容器を同時に殺菌していました。しかし、悪い影響が出やすい
火入れによる酒へのストレスを軽減する有効な手段として、火入れ後の急冷が徹底されているなと皆さんの話でよく解りました。
A:やはりワインやビールは、酵母を分離すれば、ほぼ将来品質に影響を及ぼす酵素は存在しませんが、清酒には酵母を分離しても、搾った酒に
大量の麹由来の酵素が残っているので、火入れは殺菌と言うよりは、残存酵素の熱分解としての役割も大きいのでしょう。ところで、今日は
この辺にして、席を大手筋へ移しましょう。
Ka:それでは、皆さんありがとうございました。次の機会は、今年全国的に原料米の消化性の不良が伝えられていますので、造りも半ばを過ぎ
情報を共有するために、周りに声を掛けて集まりましょう。
C:そこで皆さんへ私から常々疑問に思っている事があります。例えば米が溶けないと普段言いますが、米が溶けないと判断する根拠は何をもって
示していますか?蒸米が硬い、柔らかいそして最終的には粕歩合が多かったと言うことでしょうが?
B:私は毎年原料米が収穫される12月に酒類総研から速報で流される蒸米の溶解判定をみて、酒母や踊り、またモロミでボーメが例年より低い時に
事実として認識します。
A:では各自最初に消化性の良し、悪しをどの様な基準で認識しているか?この辺りから懇談しましょう。次回も楽しみです。
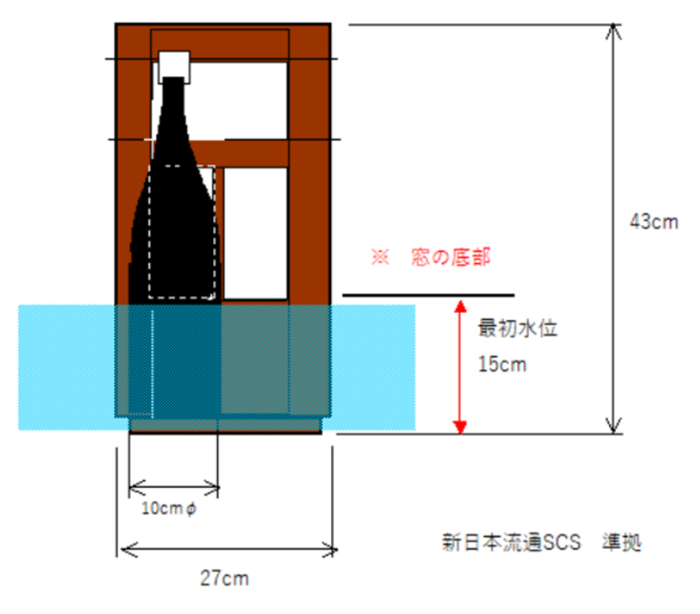
瓶火入れ時スタート時水位参考図
コラム勝木氏 コラム

勝木氏 コラム
第二十一話「“Pasteurization”と火入れ-2」
日本酒醸造界のレジェンド、勝木慶一郎氏による連載コラム第二十一話です。
今回は、前回に続き「火入れ」について詳しく解説して頂いています。
勝木 慶一郎氏 紹介
 ・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・特技:酒造工程の改善、SDKアルコール分析法の考案
・趣味:写真機、世界中のBeerを一種類でも多く飲む、真空管ラジオで短波放送を聴く



