天山酒造様は1875年(明治8年)に七田ツキ・利三様ご夫妻が酒造業を始められ、今年で146年目を迎える酒蔵様になります。 「不易流行」の精神を最も重んじられ、「不易」として創業以来大切にされている小城の自然の恵みを最大限に活かした品質本位の酒造り、 「流行」として時代の流れにあわせて失敗を恐れずに新しい革新的な挑戦をされ続けておられます。
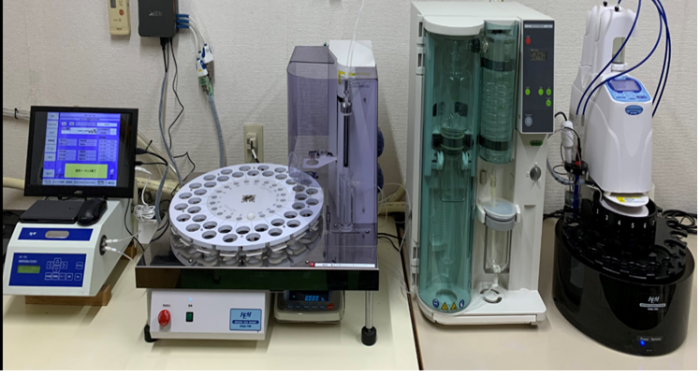
2013年には弊社SDKシステム(アルコール分の測定)と電位差自動滴定装置(総酸度・アミノ酸度)を導入いただいております。
今回は、製造部 杜氏 後藤潤様にお話をお伺いさせていただきました。
コラム導入事例

導入事例
【第十回お客様インタビュー[アルコール分析]】天山酒造株式会社様
伝統の技を革新の発想で活かす「不易流行」の酒造り
天山酒造様の会社Webサイト
https://tenzan.co.jp/
#SDKシステム
#リキュール
#日本酒
#焼酎
#酒造業
#電位差自動滴定装置

天山酒造株式会社様 社屋写真
品質第一と新しい日本酒造りで世界普及をめざして

不易の心として、「品質第一の酒造り」にこだわりを持たれております。原料となる酒米栽培は1998年より山田錦の栽培・研究を始められ、さらには地元の農家の方々と天山酒造酒米栽培研究会を立ち上げより良い酒米づくりをされております。そこに名水でもある天山の中腹から湧き出るの伏流水、造り手たちの「和醸良酒」の精神が合わさる事で品質第一のお酒は造られております。
流行の心として、大量生産の普通酒が一般的だった時代に米の旨みだけに特化した純米酒を手掛けられたり、スパークリング酒をいち早く手がけられるなど日本酒の新たな可能性を常に切り開かれております。また、最新式の充填ラインや分析装置を積極的に取り入れられることで日本酒の世界普及に取り組まれ、海外のコンテストでも様々な賞を受賞されておられます。

京都電子工業製品への一問一答
KEM:弊社装置を導入頂いた経緯を教えてください。
後藤杜氏:導入前は製造スタッフの人員が限られた中で、専任者が6連のガス式蒸留器と浮標を使用して毎日分析を行っていました。
午後から分析の値を見て酒母やもろみの操作を行うので、午前中に分析を終わらせておく必要があります。少人数で製造するにおいて、この分析にかかる時間をもっと省力化出来ないかと考えていました。
KEM:弊社装置の導入によってどのようなメリットが得られたでしょうか?
後藤杜氏:SDKシステム+オートサンプラと同時に導入した酸度・アミノ酸度自動滴定装置によって、まず分析人員の省力化が可能になりました。朝一番にもろみの試料採取を行ってろ液をセットしてスタートさせるだけで、お昼前までに酒母もろみを併せて20検体のアルコール度、ボーメ度、酸度、アミノ酸度を無人で高精度で分析することが可能となりました。
この事により、今まで分析を担当していたスタッフが麹造りやもろみの仕込みなどに携わることが可能になりました。
次に日本酒の醗酵は並行複醗酵で行われるため、原エキス管理の考え方が重要になってくるのですが、SDK法であれば原エキス管理を利用したもろみ管理が、醗酵中のすべてのもろみで可能になります。
また、弊社は清酒だけでなく、単式蒸留焼酎やリキュールの製造もおこなっておりますが、SDK法の測定が清酒・酒母・もろみだけでなく、リキュール、果実酒、単式蒸留焼酎、みりん、スピリッツでも国税庁準所定法として認められていることは大きいですね。
KEM:導入後のアフターフォローはいかがでしょうか?
後藤杜氏:トラブル時には担当の方に電話をすれば、すぐに対応していただけます。酒造りの期間中は毎日分析を行っていますので、このことは大変心強いですね。
また、導入時には「もろみ管理ソフト解説書」が付属するのですが、この解説書を読めばSDK法の理論やもろみ管理などの理解を深める事が出来ます。
KEM:うれしいお言葉、ありがとうございます。
それでは今後とも弊社製品をよろしくお願い申し上げます。



